Eng
Eng











































Progettare uno studio dentistico
Spazi e ambienti di lavoro richiedono una pianificazione dettagliata.

Progettare uno studio dentistico richiede una pianificazione dettagliata per garantire un ambiente efficiente, confortevole e sicuro per i pazienti e lo staff. Ecco una guida generale su come progettare uno studio dentistico:
Ricerca e pianificazione iniziale
1. Ricerca e pianificazione iniziale:
- Valuta la zona in cui vuoi aprire lo studio, considerando la concorrenza, la densità demografica e le esigenze del mercato locale.
- Effettua una ricerca di mercato per comprendere la domanda di servizi odontoiatrici nella tua area e identificare il tuo pubblico di riferimento.
2. Pianificazione dello spazio:
- Determina le dimensioni dello studio in base alle esigenze previste di pazienti e personale.
- Suddividi lo spazio in zone funzionali come reception, area di attesa, sale operatorie, laboratorio, ufficio, spazio per lo staff e bagni.
- Assicurati che lo studio sia conforme alle normative locali e alle leggi sulla salute e sicurezza sul lavoro.
3. Layout dello studio:
- Progetta un layout che favorisca un flusso di lavoro efficiente, con spazi ben collegati per ridurre i tempi di attesa e migliorare la produttività.
- Posiziona le sale operatorie in modo strategico per massimizzare l’efficienza dello staff.
- Assicurati che ci sia spazio sufficiente per attrezzature, strumenti e materiali necessari.
4. Design e arredamento:
- Scegli un design che rifletta la tua marca e crei un’esperienza accogliente per i pazienti.
- Utilizza colori rilassanti e materiali facili da pulire e sterilizzare.
- Investi in arredi confortevoli per l’area di attesa e l’ufficio.
5. Tecnologia e attrezzature:
- Acquista attrezzature odontoiatriche di alta qualità per garantire prestazioni ottimali e sicurezza per i pazienti.
- Integra tecnologie moderne come software di gestione dello studio, sistemi di imaging digitale e apparecchiature per la sterilizzazione avanzata.
6. Accessibilità e comfort dei pazienti:
- Assicurati che lo studio sia accessibile a persone con disabilità, rispettando le normative vigenti.
- Crea un ambiente confortevole per i pazienti, con sedie ergonomiche, musica rilassante e illuminazione piacevole.
7. Considerazioni ambientali e sostenibilità:
- Cerca di ridurre l’impatto ambientale dello studio attraverso pratiche sostenibili come l’uso di materiali riciclabili, l’ottimizzazione dell’energia e la gestione dei rifiuti.
8. Assicurazioni e licenze:
- Assicurati di ottenere tutte le licenze e le autorizzazioni necessarie per aprire e gestire uno studio dentistico nella tua giurisdizione.
- Acquista una polizza assicurativa completa per proteggere la tua attività da rischi finanziari e legali.
9. Marketing e promozione:
- Crea un piano di marketing per promuovere il tuo studio dentistico e attrarre pazienti.
- Utilizza strategie online e offline, inclusi social media, pubblicità locale e relazioni pubbliche.
10. Formazione e sviluppo professionale dello staff:
- Assicurati che il tuo staff sia adeguatamente formato e aggiornato sulle migliori pratiche cliniche e amministrative.
- Fornisci opportunità di sviluppo professionale per mantenere alta la qualità dei servizi offerti.
Progettare uno studio dentistico richiede tempo, pianificazione e investimenti, ma una buona progettazione può contribuire al successo a lungo termine della tua attività. Consultare professionisti del settore, come architetti e consulenti odontoiatrici, può essere utile per garantire una progettazione efficace e conforme alle normative.
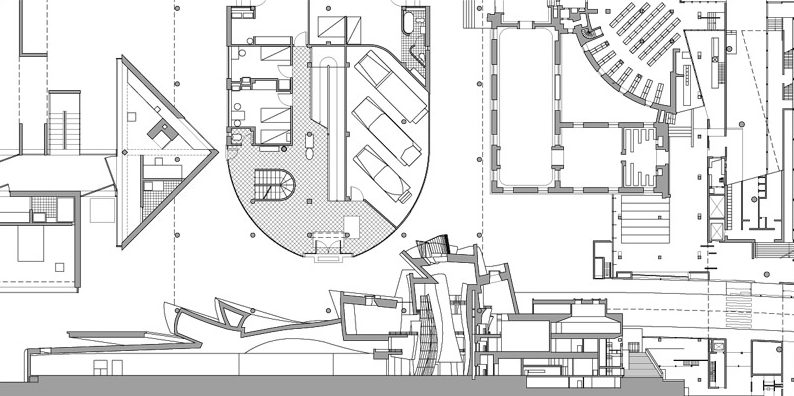
Spazi e ambienti di lavoro
Elaborare il progetto per uno studio dentistico richiede attenzione per gli spazi di lavoro: la sala operatoria, la sala d’attesa, la reception e l’ufficio medico. Ecco alcuni suggerimenti su come progettare ogni area.
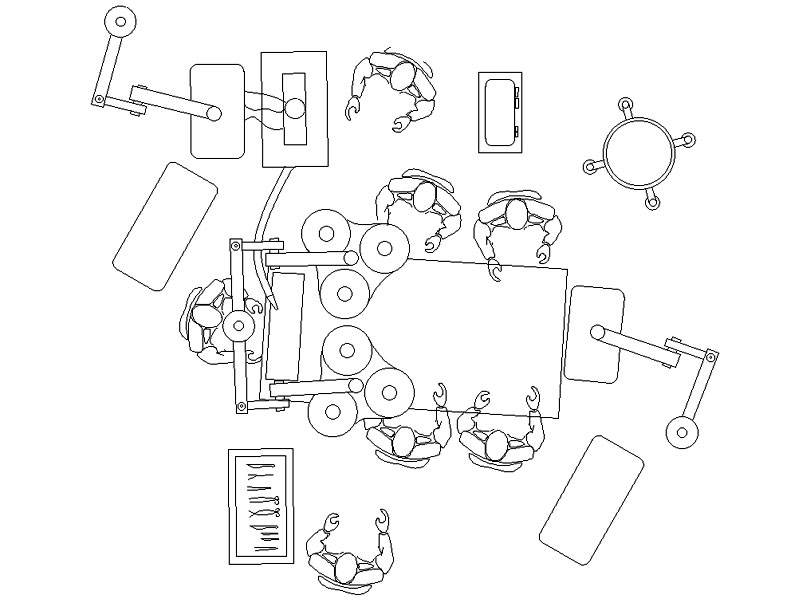
La sala operatoria:
- La sala operatoria è il cuore dello studio dentistico, dove vengono eseguiti i trattamenti odontoiatrici.
- Le sale operatorie dovrebbero essere posizionate in modo strategico per massimizzare l’efficienza. Idealmente, dovrebbero essere collocate in una zona centrale dello studio per facilitare l’accesso per lo staff e i pazienti.
- La sala operatoria deve avere lo spazio sufficiente per l’equipaggiamento necessario e per il movimento dello staff. Il layout dovrebbe consentire un flusso di lavoro fluido, riducendo al minimo i tempi morti.
- Da considerare l’installazione di pareti mobili o paraventi per creare spazi flessibili che possano adattarsi alle esigenze specifiche dei pazienti e dei trattamenti.
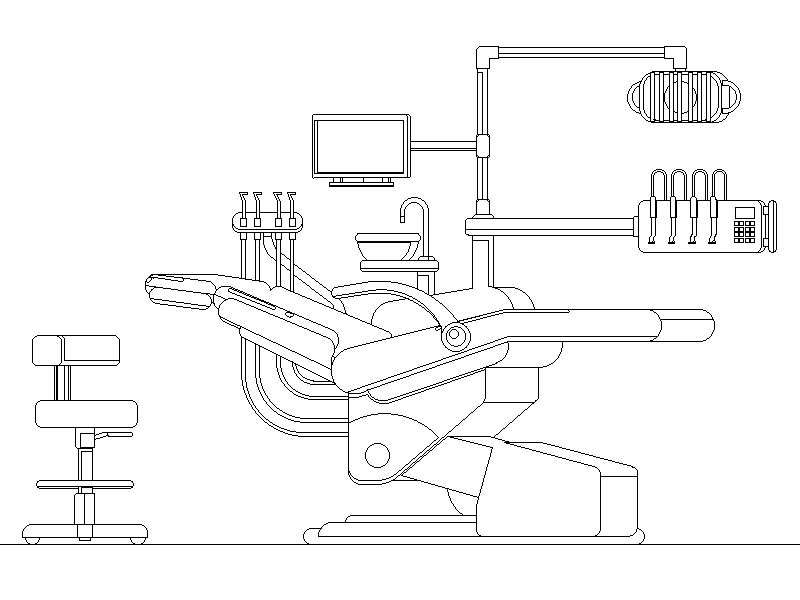
- Deve essere dotata di tutte le attrezzature necessarie per svolgere procedure dentali, come sedie dentali, apparecchiature per l’igiene orale, strumenti chirurgici, strumenti per l’illuminazione e sistemi di aspirazione.
- È essenziale che la sala operatoria sia progettata per garantire comfort per il paziente e un ambiente di lavoro sicuro ed efficiente per lo staff.
Reception:
- La reception è l’area in cui il personale amministrativo accoglie i pazienti, gestisce le prenotazioni, elabora i pagamenti e fornisce informazioni sui servizi offerti dallo studio.
- La collocazione migliore è chiaramente in prossimità dell’ingresso principale.
- Lo spazio deve essere funzionale per lo staff, con un banco accogliente e ben organizzato per la gestione dei documenti, delle prenotazioni e del pagamento.
- Utile predisporre un sistema di gestione delle code per mantenere l’ordine e ridurre i tempi di attesa.
- Deve essere dotata di una postazione per il personale con computer, telefono e attrezzature per l’archiviazione dei documenti.
- È importante che lo spazio sia ben organizzato per creare una buona impressione sui pazienti e garantire un flusso di lavoro efficiente per lo staff.
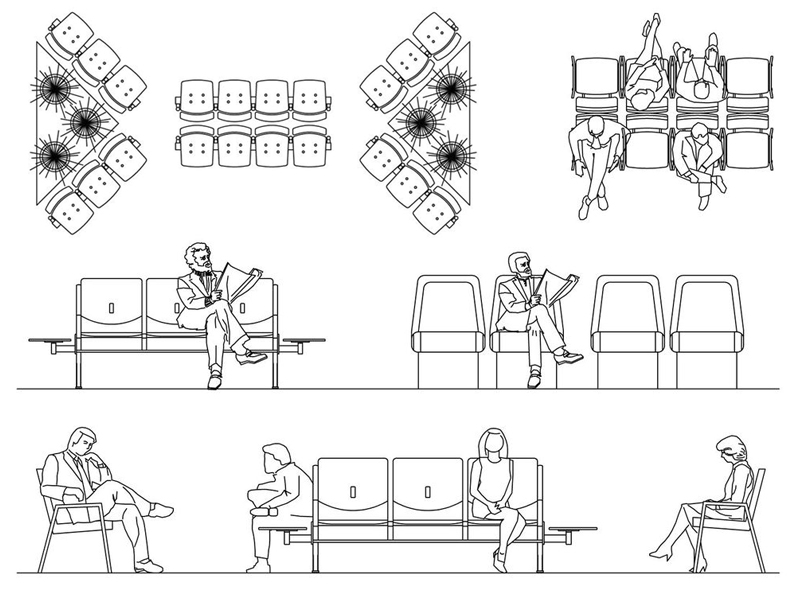
Sala di attesa:
- La sala di attesa è lo spazio in cui i pazienti aspettano il loro turno prima di essere chiamati per la visita.
- Deve essere accogliente e confortevole, con spazio sufficiente per i pazienti, sedie comode, una buona illuminazione, naturale o artificiale e una decorazione rilassante.
- Superficie per esporre i materiali informativi sui servizi offerti, eventuali procedure e consigli per la salute orale.
- Da considerare l’utilità di una zona per bambini con giochi o libri per intrattenere i piccoli pazienti.
Ufficio medico:
- L’ufficio medico è lo spazio dedicato alla gestione amministrativa e operativa dello studio dentistico.
- Può includere scrivanie per il personale amministrativo, armadietti per l’archiviazione dei documenti, computer e attrezzature per la gestione delle pratiche.
- È importante che l’ufficio medico sia organizzato in modo efficiente per facilitare la comunicazione e la collaborazione tra lo staff e garantire una gestione efficace delle attività quotidiane dello studio.
Oltre a questi ambienti principali, uno studio dentistico può includere anche altri spazi come un laboratorio odontotecnico per la fabbricazione di protesi dentali, una stanza per la sterilizzazione degli strumenti, spazi per il deposito di forniture e attrezzature, e eventualmente aree dedicate alla formazione e all’aggiornamento professionale dello staff.
L’autore della fotografia di copertina è Markop su Depositphotos.com