Ita
Ita











































Laminated wood
The evolution of technology
THE HISTORICAL BACKGROUND OF LAMINATED WOOD
At the beginning of the twentieth century, Otto Helzer, a Swiss carpenter master from Weimar, had the ingenious intuition to replace the mechanical connection means with a casein-based glue.
This is how glued laminated wood was born, as it is understood today, and the process was patented by the inventor, in Austria and Switzerland, in 1905.
Other historical precedents, recalled by some scholars, cannot strictly refer to current technology.
They, in fact, took up the construction technique of the stone arch, to create structures formed by wooden elements profiled according to curved surfaces, with staggered joints and locking keys between individual elements.
In France, Philipe Delorme was among the first to propose the use of coupled knife boards to use them in the covering of frandi lights.
Delorme, thought of transferring to wood what was known for stone constructions: the arch shape. In practice, it proposes an arch with blades arranged like a knife held under pressure by wooden tie rods.
(Image Philibert Delorme, 16th century)
The first treatise in Italy dealing with lamellar arches dates back to 1700. In Florence, G. Del Rosso illustrates the construction of wooden bridges with lamellar arches held under pressure by means of metal bands. Here is a passage from the text: ” The arch is constructed in the following way.
Once you have made a cent of wood veneers, you will have a large fir ax hinged on it, two cents per arm. Above this you will glue a second one and stop with sticks of the same wood. Above this, another one is placed with the same method and consecutively as many others as are sufficient to make the thickness that one wants this arch to have, warning to divide well the joints of said slats, so that one does not fall straight above the other one; the glue is of maximum strength and takes for everything; the sticks are many and as far as possible, the holes to be made with the gimlet do not match those below.
Finally, since the arch is thus finished, iron harnesses must be made at various distances that go well in the center, strongly tightened with its posts above, so that they cannot be separated and this arch will be of surprising strength. “
1797 – G. Del Rosso, Grand Duchy of Tuscany, proposed bridge made up of slats.
Chronology of authors and proposals that have marked the evolution of the concept of the reconstruction of a beam, with reduced basic elements, up to the Hetzer patent.
It is interesting to note how all the proposals refer to the arch; perhaps because it is particularly suitable for large lights.

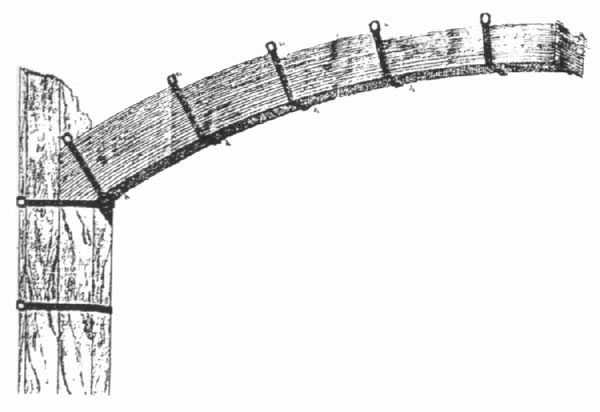
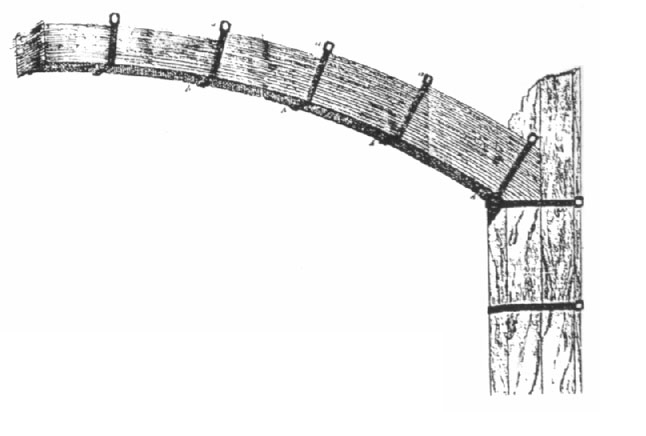
The evolution of the technology of lamellar arches, the main construction technique that was referred to until the beginning of this century to cover large spans, has followed four main theories due to Delorme, Emy, Migneron, Wiebeking.
In the Emy system, the boards were arranged as they currently do and formed a real glulam arch as we are used to seeing today.
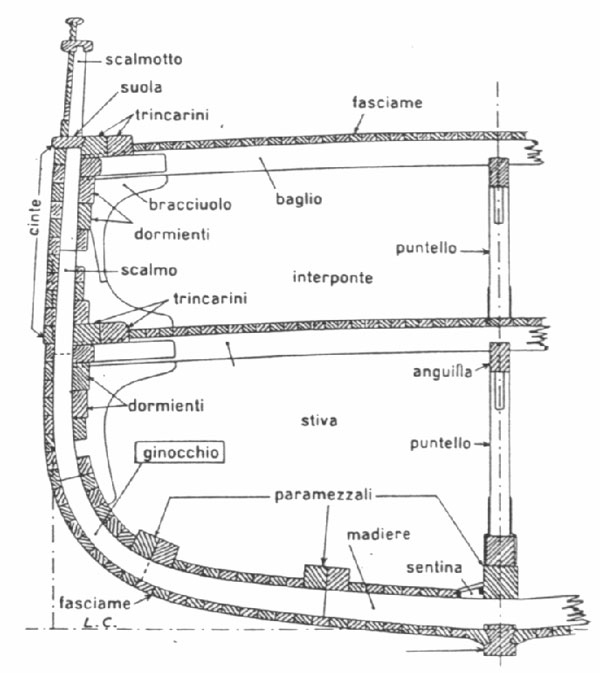


On the left G. Del Rosso, main section of a wooden ship, in the center, arched covering in laminated wood designed by colonel Emy in the 19th century, on the right the arch with the Emy system: construction detail. (Click on the images to enlarge)
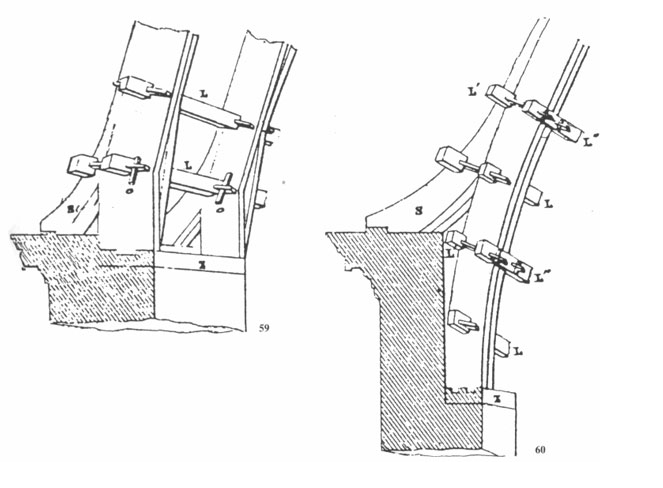
The Migneron system provided for an arch with lamellae formed by cold curved beams. The Wiebeking system was also quite similar, which used cold-bent beams held under pressure by metal brackets and wooden wedges that prevented possible sliding. Also in the last century, the German engineer Moller imagined ‘a structure similar to that of Migneron and Wiebeking’ but with the introduction of wedges between the wooden elements that improved the inertia of the section.


In the image on the left: the bridge over the Rio Nuovo in Venice, built by Eugenio Miozzi in 1932.
The choice of wood, that is, a light and resistant structure, was determined by the need to contain the thrusts on a shoulder where another bridge was inserted. Even today the structure, despite the demanding environmental conditions, carries out its service.
In the image on the right: a shed made entirely of laminated wood in the province of Brescia in 1939, belonged to the company “Legnami Pasotti”.
THE PRODUCTION PROCESS
The material
For the manufacture of glued laminated wood products, coniferous wood boards (especially spruce, but also silver fir and Scots pine) with a thickness of 38 mm, 10-24 cm wide and 4-6 meters long are generally used. The boards are carefully selected, eliminating those that present the most serious defects in a too widespread manner or reclaiming, where possible, the slightest and circumscribed defects.
The boards are then artificially dried in special ovens to bring them to a relative humidity of between 7 and 15%. The value is chosen on the basis of the operating conditions envisaged for the finished product in order to achieve those conditions of equilibrium between material and environment such as not to cause dimensional alterations. Therefore, the highest relative humidity values are adopted for artifacts intended for outdoor use or in any case exposed to bad weather, the lowest ones for artifacts intended for closed and heated environments.
The formation of the lamellae
At the exit of the dryer, after a stabilization period, the processing for the formation of the lamellae begins. This processing takes place on a real “automatic line”, not unlike the production chains characteristic of other materials and manufactured articles. It starts with checking the humidity of each board; this control takes place with high-precision instruments (with an allowed tolerance of ± 3% with respect to the predetermined values), thanks also to the limited thickness of the boards (38 mm) compared to sawn woods commonly used in construction.
The boards that fall within the standard are then “headed” (ie cut to finish the ends) and milled to create the “comb” joints. This operation is particularly important because this joint increases the surface of the head gluing between the board and the board and its configuration must correspond, where they exist, to precise regulations (for example the German DIN 1052 standard).
By gluing the joints, the board becomes a “lamella”, whose length is no longer subject to any limitation (unlike . as mentioned above, of solid sawn wood) if not to those deriving from the possibility of processing in the factory and transport to the place of use. The lamellas thus formed are then ground and planed to unify the thickness (from 30 to 35 mm) and are allowed to “cure” to allow the joints to harden.
The formation of the artifacts
Depending on the design indications, we proceed to the formation of the “packets” of slats, of the desired height and shape.
The slats are fed into a wire gluing machine that spreads the appropriate glue on one side only.
The glue must make a mechanical connection as similar as possible to that existing between two layers of fibers of the original material.
The glues used are essentially of two types: urea-formaldehyde for products intended for closed and protected environments; – to the resorcinol for products intended for humid environments or outdoors. Resorcinol glues have good mechanical resistance and stability to aging; also good resistance to acids, weak alkalis, solvents, humidity, microorganisms, bad weather, boiling water and heat. The bonding must also correspond to the existing standards (for example, for Germany, the standards DIN 68141 and DIN 68705). The single slats sprinkled with glue are transported onto the pressing bed, horizontal type, in which they are superimposed, in the desired number, by “knife”; a series of mobile vertical metal profiles. arranged at a distance of 40 cm, it exerts the appropriate pressure on the package of slats (generally 7 kg / cm2).
The hardening time of the glue depends on the ambient temperature and the humidity of the wood and must comply with the instructions of the glue manufacturers; generally it can vary from 16 to 20 hours. The geometric configuration of the pressing bed allows to obtain linear or curved elements, according to the design requirements.
The German DIN standard requires that the radius of curvature be greater than or equal to 200 times the thickness of the lamellas (in practice, greater than or equal to about 6 m). Once the glue has hardened, the finishing operations take place: planing on the four faces, cutting to size, shaping and drilling provided for the metal connections, impregnation.
The impregnating agents, pigmented or not, constitute a defense against pathogens (molds, fungi, insects). The size of the finished pieces has the following limits (rectangular section): – width: 8-22 cm, equal to that of the boards (this width can be increased by placing two boards of different widths side by side) I – height: up to 198 cm (such limit is due only to the processing possibilities of the machines) -length: theoretically infinite, even if there are limitations for processing in the factory and for transport.
Bibliografia: ARLUNNO G. – BAROSSO L. – LUCAT M.
Glulam wood
Milan College of Engineers
Milan 1983
BENEDETTI C. – BAGIGALUPI V.
Wood and architecture
Kappa
Rome 1991
BETTONI G. – MARCHI G.
Wooden structures for roofing of large spans – historical notes
Milan College of Engineers
Milan 1977
LANER F.
Laminated wood. The project.
Wood habitat
Brescia 1988
TROTTA G.
Considerations on the treaty
“Of the easy construction of wooden bridges”
Palutan
Milan 1983
You can download the table in dwg format