Ita
Ita












































PERSPEX ®
Features and use in architecture

P L A S T I C M A T E R I A L S F O R A R C H I T E C T U R E
CHARACTERISTICS
ICI® cast methacrylate sheets and blocks:
- outstanding colour stability to solar radiation and weathering;
- hygiene and easy maintenance;
- consistency of properties for technical applications;
- light weight: about half the weight of glass of the same thickness;
- good resistance to many commonly used chemicals;
- abrasion resistance similar to that of aluminium;
- smooth, satin or printed diffusing finish;
- excellent light transmission and diffusion;
- over 100 colours including opaque, opal, transparent and mirrored;
- varying thicknesses from 1 to 100 mm and in sizes up to 3300×2500 mm.
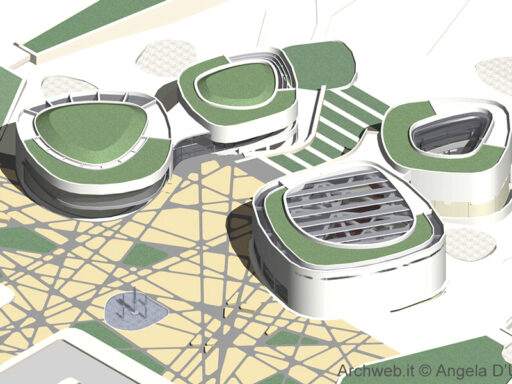
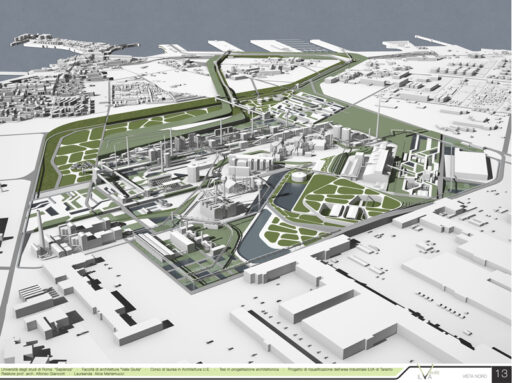
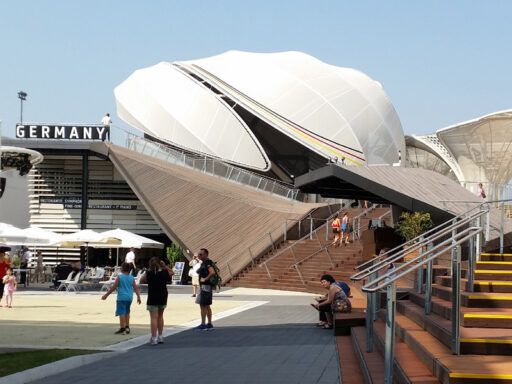
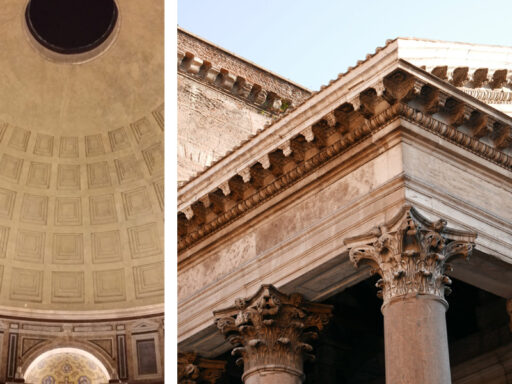
Use in architecture:
- skylights, transparent roofing, lighting fixtures;
- signs, glazing, protective screens;
- furniture, crafts and artwork.
PROPERTIES
Transparency
One of the special properties of the colourless PERSPEX® acrylic material is its high transparency resulting from the combination of clarity and total absence of colour. These characteristics have made it possible to achieve extremely interesting results, such as extraordinarily effective opals, transparent colours of great purity and a wide range of beautiful opaque colours.
Normally, the incorporation of dyes and pigments has no effect on the mechanical, processing and forming characteristics of PERSPEX®.
Weathering Resistance
PERSPEX® has an outstanding resistance to outdoor exposure that is significantly higher than other thermoplastics. After many years of exposure to tropical climates, colour change in both colourless and coloured material is minimal. The greatest stability occurs in the case of hot-formed PERSPEX®.
Thermoplastic behaviour
PERSPEX® does not have a well-defined melting point, but softens gradually with increasing temperature. At a temperature of 150-160°C. it has a consistency similar enough to that of rubber that it can easily be formed. Since PERSPEX® is actually thermoplastic, it retains the property of softening when heated. This property persists even after forming; when the temperature exceeds a certain critical level, the residual stresses in the material are sufficient to cause a ‘return’ and the material reveals a ‘plastic memory’ by resuming its original shape. As long as the temperature does not exceed 80°C, the objects retain their shape indefinitely. When subjected to the forming temperature for the first time, PERSPEX® shrinks by approximately 2% in length and width and increases proportionally in thickness so that the total volume remains virtually unchanged.
Water Absorption
PERSPEX® has low water absorption. Although the water content relative to moisture is limited, its effect on dimensions can be non-negligible, and it can have a slight influence on mechanical properties, as the absorbed water acts partially as a plasticiser. The absorption rate is low. The normal water content of PERSPEX® when supplied is 0.5 – 0.8% by weight.
Abrasion resistance
The abrasion resistance of PERSPEX® can be compared to that of aluminium, but since in this case the material is nicked rather than removed, the resulting optical effect is hardly noticeable. For example, luminaires for street lighting, after many years of service in industrial areas, showed no decrease in efficiency despite the fact that they had been inevitably exposed during this time to abrasion from windblown dust and had been repeatedly cleaned.
Specific weight
PERSPEX® has a low specific weight (1.19), which makes it possible to manufacture large components that are strong enough to be self-supporting and at the same time lightweight.
Combustibility
PERSPEX® is a combustible material and must not be left in contact with open flames as it catches fire (except in the case of flame cleaning which is carried out under controlled conditions).According to British Specification BS 476 Pt 7 1987, cast PERSPEX® sheets of 3 mm thickness and above fall into Class 3 while cast PERSPEX® sheets of less than 3 mm thickness and extruded PERSPEX® TX sheets fall into Class 4.
In the case of combustion, the speed of combustion is similar to that of hardwoods, but in contrast to wood and similar materials, PERSPEX® burning produces little or no smoke and no embers remain after the flame has been extinguished. Unlike cast slabs, PERSPEX® TX extruded sheets can produce drops of flaming material; in all other respects their behaviour is similar.
Gas permeability
The values given in the table below refer to the rate of gas diffusion at 50°C through polymethyl methacrylate thin films. It should be borne in mind that permeability values may vary with carbon temperature and that the method and values obtained with these thin films may not be accurate with commercially available sheets.
| Gas | Permeability (SI Units) | Permeability (CGS units) |
| Carbon dioxide | 5,04 x 10-16 | 6,71 x 10-10 |
| Helium | 14,1 x 10-16 | 18,8 x 10-10 |
| Nitrogen | 0,53 x 10-16 | 0,706 x 10-10 |
| Oxygen | 0,86 x 10-16 | 1,14 x 10-10 |
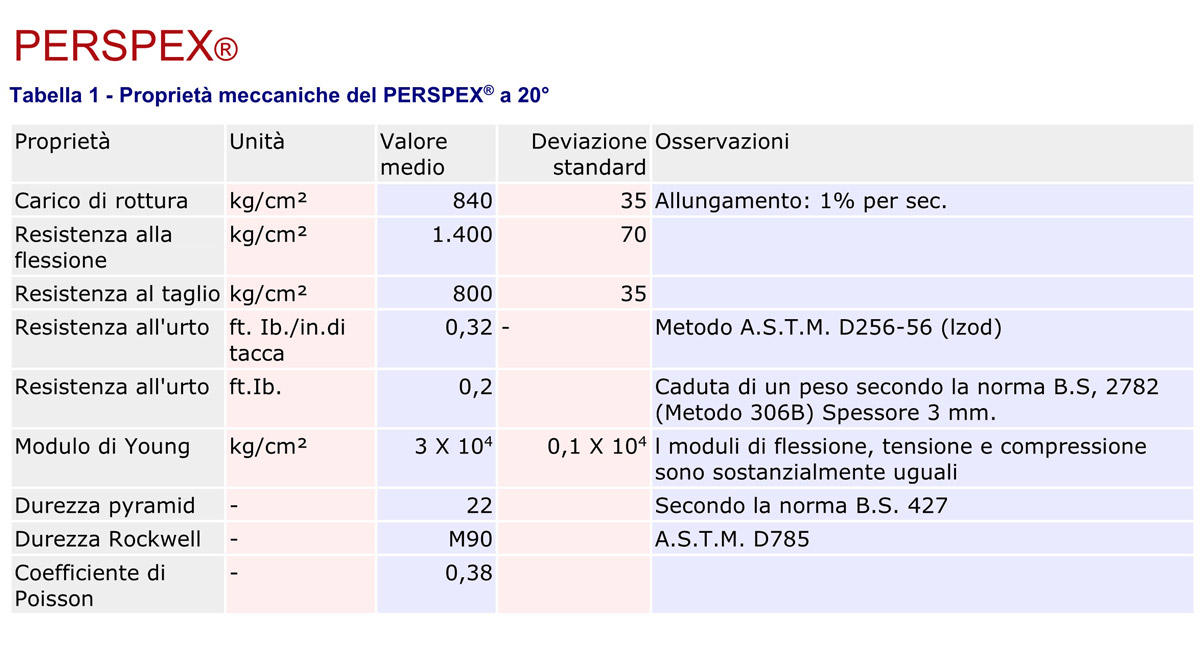
The mechanical properties of PERSPEX® are closely related to the temperature at which they are measured, the degree of stress or deformation and, to a lesser extent, the presence of absorbed water which tends to act as a plasticiser.
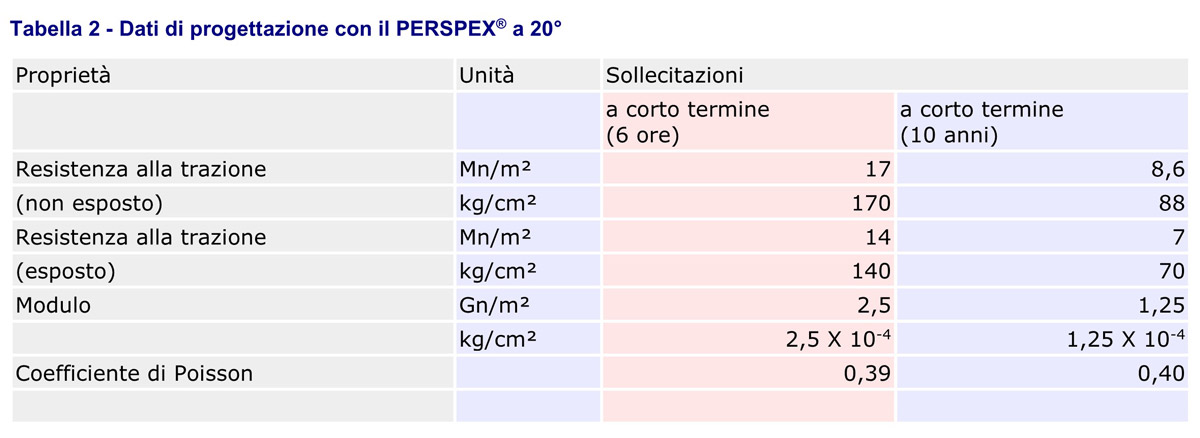
Table 1 and Table 2 show, for a temperature of 20°C, the values of the mechanical properties and the data to be taken into account for mechanical design, respectively.
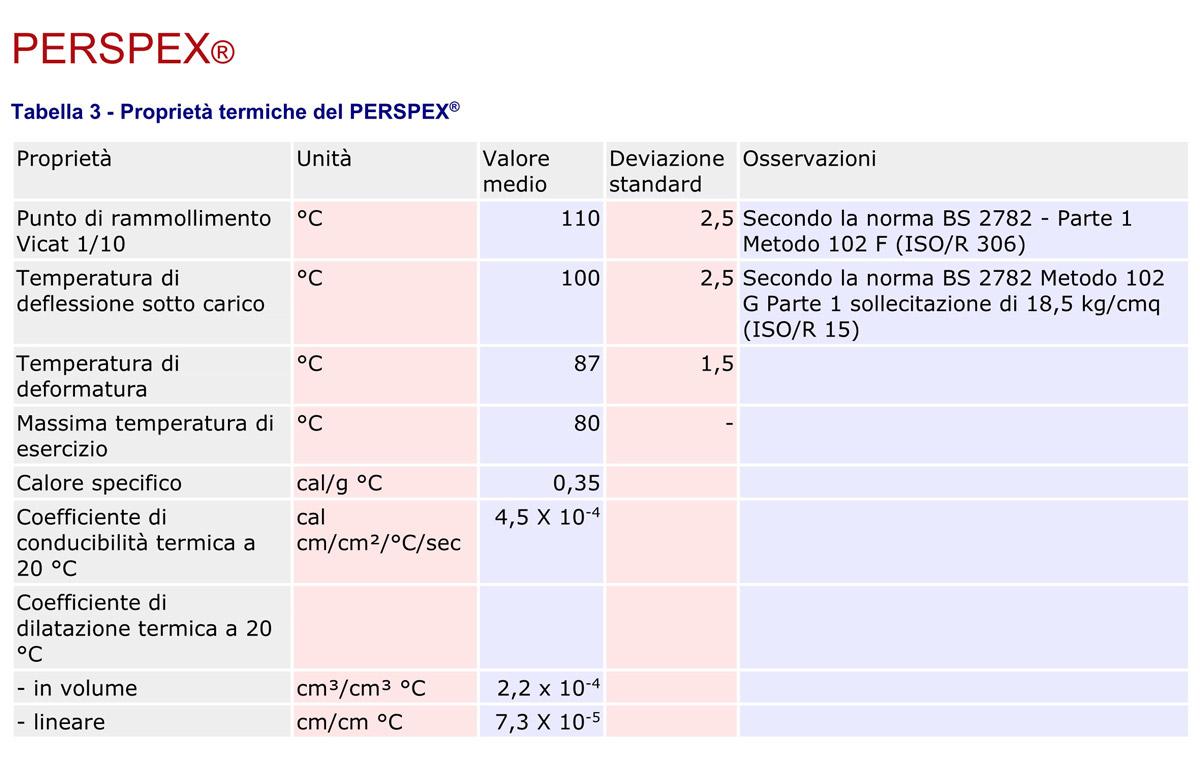
PERSPEX®, like all plastic materials, is thermally insulating. The table shows the values of the main thermal constants. It can be seen that the coefficient of thermal expansion is approximately nine times that of metals; this must be taken into account in the manufacture of PERSPEX® components to be used in conjunction with metal parts.
Optical properties
PERSPEX® transparent colourles
Reference has already been made earlier in this manual to the high transparency of PERSPEX® sheets; this property has not only made it possible to use this material in important optical applications, but also to produce it in many interesting versions, such as coloured, transparent, translucent and embossed PERSPEX®.
In this chapter, the optical properties of the various types are discussed in detail.
Light absorption is uniform throughout the visual range and is less than 0.2 per cent per cm of material thickness. However, part of the light is reflected by each of the specular surfaces (this characteristic is common to all materials with shiny surfaces) and this inevitably reduces the transmission coefficient, by an amount determined by the refractive index of the material and the angle of incidence of the light. If a beam of light falls normally on a PERSPEX® sheet, the reflection coefficient of each surface is approximately 4%, resulting in a total light transmission of approximately 92%.
If the angle of incidence moves away from the normal, the reflection losses increase, slowly at first, then over 60% very quickly.
If light falls on a sheet uniformly from all angles (as from a sky of uniform brightness), the resulting integrated transmission is approximately 85%.
Due to these properties, and particularly the very low light absorption value, PERSPEX® lends itself to the exploitation of the total internal reflection phenomenon. The critical PERSPEX®/air angle is approx. 42°, and thus a light beam can be received and transmitted satisfactorily through even long PERSPEX® elements.
In this way, light can be (channelled) around bends, but to avoid excessive losses, the radius of curvature must not be less than three times the thickness of the sheet or the diameter of the rod (stick). It is important that the surface is specularly polished and free of scratches or defects that would give rise to light scattering and reduce the efficiency of the system.
Colourless PERSPEX® normally contains U.V.A. (ultraviolet absorber).
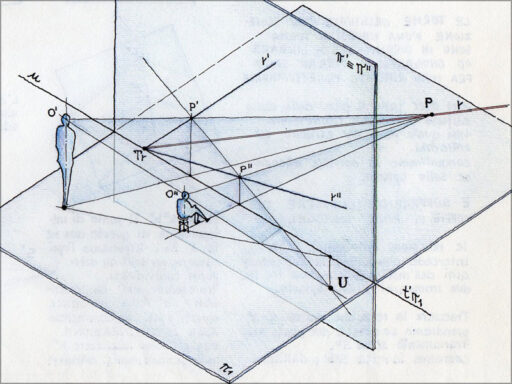
Photoelastic Coefficient
PERSPEX® is widely used for modelling structures to determine the stress-strain state. A change in stress of 11% causes a change in birefringence of 10-4. This relationship is nearly linear with stresses as low as 2%.
PERSPEX® coloured transparent
PERSPEX® coloured translucent is produced in a wide range of colours including ‘neutral’ types.
PERSPEX® coloured translucent and opaque
There is a wide range of translucent and opaque colours including some special effects.
White opals
Among the most important translucent colours of PERSPEX® are white opals, which are produced in six different shades. The properties of these opals can be conveniently expressed according to three photometric quantities: transmission coefficient, reflection coefficient and diffusion coefficient. As with colourless PERSPEX® , the transmission and reflection coefficients vary with the angle of incidence of light. For reasons of simplicity, measurements are carried out with parallel light normally incident on the sheet. When the incident light is diffuse, the values of the transmission coefficient are slightly lower, and those of the reflection coefficient proportionally higher.
Chemical Resistance
PERSPEX® resists attack by water, alkalis, aqueous solutions of inorganic salts and most dilute acids very well. However, some dilute acids such as hydrogen cyanide and hydrofluoric acid attack PERSPEX®, as do sulphuric acid, nitric acid and concentrated chromic acid. There is no precise rule regarding the effect of organic compounds on PERSPEX® : some of them have no effect at all, others cause swelling or micro-cracking or weakening of PERSPEX®, and others dissolve it completely.
The PERSPEX® is not attacked by the food and in turn the food is not altered.
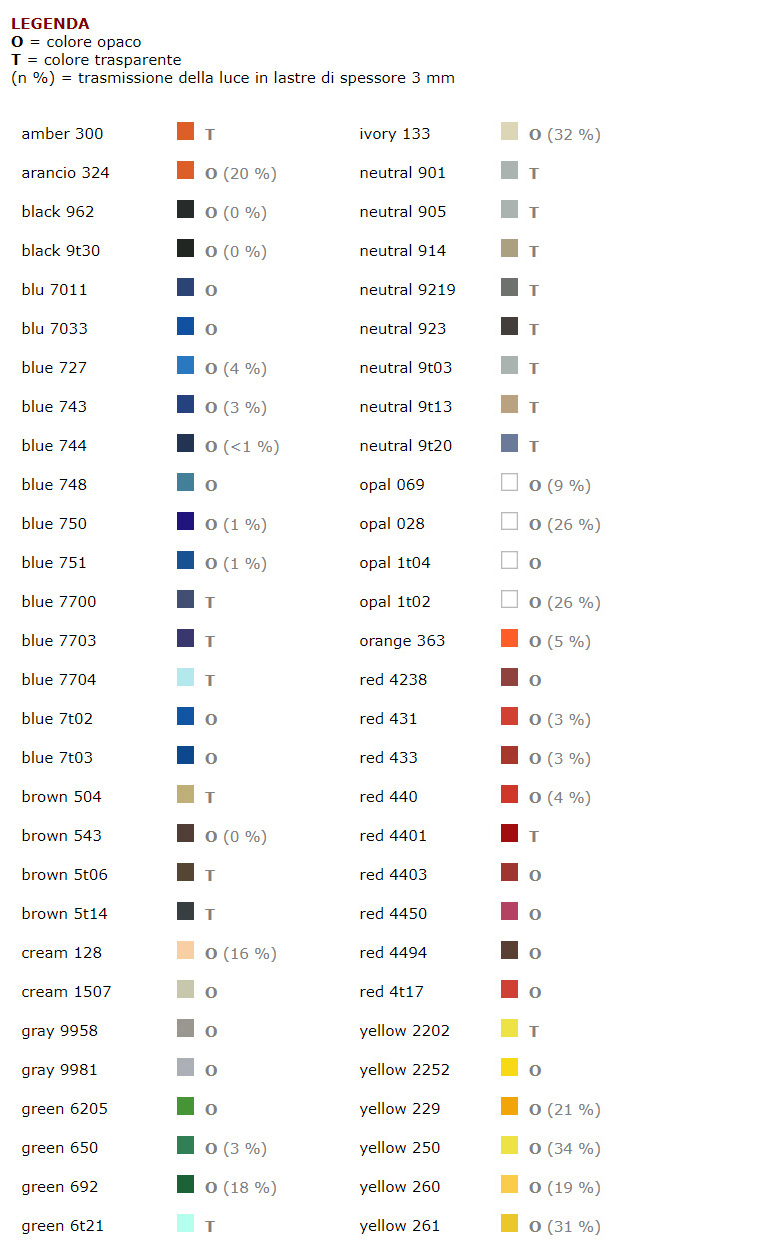
COLOUR CHART
MECHANICAL PROCESSING
Preparation
Polyethylene film should be left on the slabs for as long as possible to protect the specular surface finish. It is useful for marking the work to be carried out prior to machining and can be left on the sheet until the machining process is complete. For thermoforming, it is preferable to remove the film before heating. For local bending the film can be left on the surface, provided that the sheet does not come into contact with heating elements.
NB: Before decorating, the sheet surfaces must be rinsed with clean water and dried with a soft cloth to remove any dust particles. This operation, if carried out immediately prior to screen-printing or spray decoration, cancels any electrostatic charge.
In order to protect the mirrored surface finish of the PERSPEX® , rough cloths must not be used. The accumulation of abrasive dirt in the cleaning cloth must be avoided and the water must be changed frequently.
The self-adhesive PSPE polyethylene film must always be removed before thermoforming, whereas the colourless polyethylene film applied to PERSPEX® TX and some coloured cast PERSPEX® can also be left during thermoforming, if undamaged.
Generally, PERSPEX® TX tolerates slight variations in the heating time before forming without adverse effects, but leaving the protective film behind reduces the safety margin because prolonged heating can cause blistering in the polyethylene film which is then reproduced in the thermoformed part, making it unacceptable.
Similarly, imperfections in the protective film such as cuts, holes and bubbles can leave unacceptable marks on the thermoformed part.
Leaving the film on the sheet during thermoforming has the advantage of protecting its surface during subsequent processing. The film can be easily removed when the part has cooled down to room temperature, even months later.
General considerations
Cast PERSPEX® sheets are processed in the same way as brass and duralumin with two important differences:
- PERSPEX® softens above 80°C. During machining, considerable heat and tension can be generated; therefore, heat build-up in the tool and material must be limited as far as possible. This can be achieved by appropriate cooling, which lubricates and promotes chip removal. (See ‘Cooling’ below).
- PERSPEX® is a relatively brittle material and therefore it is important to work with a moderate depth of cut and feed speed. N.B. When using coolants or when laser cutting, an efficient extraction system at the cutting point is important.
Extruded sheets of PERSPEX® TX can be processed in the same way as cast sheets, however, PERSPEX® TX can soften more easily. This, in addition to giving a less precise finish, causes internal stresses in the material that can result in micro-cracking during bonding or during exposure to weathering.
PERSPEX® TX should preferably be machined without removing the protective film as the film not only prevents surface damage but also acts as a lubricant in cutting, prolongs tool sharpening life and improves the finish of machined surfaces. There are cases where, for safety reasons, it is not advisable to leave the film on the sheet.
Extruded sheets of PERSPEX® TX can splinter more easily than cast sheets; therefore, it is important to use suitable tools, which are always well sharpened, cooling both the tool and the PERSPEX®. It is also important that the tool is balanced and free of vibration. This will result in a good finish without chipping and with minimum internal tension.
Cooling
Water, kerosene or a jet of compressed air are suitable as coolants. Compressed air sprayers with solvent-free water-soluble oils are recommended to reduce heat build-up on tools and in the material, as well as to lubricate and promote chip removal.
When using soluble oils, avoid those containing solvents or alcohols because they can promote micro-crazing due to the stresses induced in the machined areas.
Sheet clamping
For safety reasons and to obtain good results, the sheets must be clamped in such a way as to avoid vibrations. The clamping pressure must not be excessive to avoid the risk of micro cracking in the PERSPEX® during or after machining. Distribute the clamping pressure evenly over a very large area of the surface to be machined with a suitable medium. Protect the plate from the clamping tool with a soft rubber sheet (Shore 40 hardness).
TOOLS
Sharpening
In order to achieve a good finish on PERSPEX® , both hand and power tools must be kept sharp. The sections ‘Cutting with a saw’ and ‘Drilling’ show the recommended angles for proper sharpening.
Hand tools
Almost all hand tools for plastics, wood and soft metals are also suitable for PERSPEX®. However, the use of plastic laminate cutters, guillotine shears and tinsmith’s scissors should be avoided as they can cause cracking in the sheets.
Electric Machine Tools
Almost all electric machine tools for wood and metal are also suitable for PERSPEX®, provided that suitable drills, cutters, tools and blades are used. High-speed steel tools give satisfactory results, but for continuous work, tungsten carbide tools are preferable because they are cheaper in the long term. However, for precision milling and turning, the finer grain of high-speed steel tools gives a better finish than tungsten carbide tools.
For special machining where a precise cut and excellent finish are required in a single operation, for example internal surfaces of measuring instruments, the higher cost of diamond tools can be justified.
THERMOFORMING
For thermoforming, PERSPEX® must be heated uniformly to 140°-170°C; cast sheet generally requires a higher temperature than extruded sheet. The optimum temperature depends on several factors, including the thickness of the sheet, the type of mould, its temperature and the temperature of the working environment. The fundamental differences between cast and extruded sheet require different thermoforming conditions. This must be taken into account in order to obtain the best results from both types of sheet.
DECORATION
Spray painting and screen printing
Spray painting and screen printing are two techniques normally used for the production of PERSPEX® signs, displays and synoptic panels. Applying the varnish to the back of the sheet ensures maximum durability of the decoration. For best results, the normal methods of spraying and screen printing on PERSPEX® must be modified as described below.
Prior to spraying or printing, the PERSPEX® plate must be properly prepared. The protective film must be removed and the acrylic surface cleaned with a damp cloth. If static attraction of dust particles is a problem, the sheet must not be treated with Antistatic Cleaner, as this can reduce the adhesion of paint or ink. Electrostatic charges can be reduced by wiping the surface of the PERSPEX® with a slightly damp buckskin and then drying it with an ionised air jet.
For the decoration of PERSPEX®, only acrylic-based paints and inks expressly formulated for the decoration of acrylic sheets can be used. Use only solvents and thinners recommended by the manufacturer. Other products, for example cellulose inks and paints, can in fact cause micro-cracks and be less resistant to atmospheric agents. Before painting or silk-screening PERSPEX® TX or already thermoformed articles, it is advisable to subject them to annealing to eliminate tensions that could give rise to micro-cracks.
Since colored acrylic paints and inks are often virtually transparent, for the production of sign panels with internal lighting, the decoration is normally applied to the back of the sign in colorless PERSPEX® and then a translucent white acrylic paint as a light diffuser . Some paint manufacturers also recommend protecting this white paint with one or more coats of a clear, colorless acrylic lacquer.
In spray painting, the best results and fastest drying are achieved by applying multiple thin coats of each color rather than a single thick coat. When there are two different adjacent colours, the masking for spraying the second part must allow an overlap of approximately 1.5 mm to avoid uncovered areas remaining.
Normal equipment and techniques are suitable for screen printing PERSPEX®, but you must ensure that the screen, screen and doctor blade are resistant to acrylic ink solvents. When the print must be perfectly in register it is necessary to always slide the doctor blade in the same direction for each impression and then bring it back to the starting position keeping it in contact with the raised screen to avoid progressive distortion of the screen itself.
It is also essential to ensure that the compressed air pipes used for cleaning the plates and spraying paints are free from oil vapours.
Other systems
All types of PERSPEX® can be decorated by hot stamping.
Transfer printing with high sublimation dyes is perfectly suited to cast PERSPEX® sheets as it fuses directly onto the surface of the acrylic sheet. This technique gives the print good abrasion resistance and color clarity while keeping the surface of the PERSPEX® plate shiny. This is not possible on PERSPEX® TX because at the transfer temperature the paper support adheres to the surface of the plate.
The designs are printed on a paper substrate using special volatile dyes at high temperatures. The technique, therefore, uses a normal hot transfer printing system which heats the PERSPEX® plate to a temperature of 200°C.
INCLUDING
FEATURES
Robust and reliable bonding of PERSPEX® can easily be achieved with acrylic ‘Tensol’ cements, of which there are three types. Solvent, polyurethane and cyanoacrylate adhesives can also be used for certain jobs.
Due to the different nature of the polymers, cast and extruded sheets behave differently in contact with adhesives. In general, PERSPEX® TX is more prone to micro-cracking and it must therefore be made as stress-free as possible. Parts made of PERSPEX® TX should always be annealed before bonding, whereas annealing is generally not necessary for cast sheets, unless they have undergone mechanical processing.
Choice of adhesive type
Tensol’ Cement No.3 is a two-component product that can be mixed in different proportions to achieve the desired viscosity. After application, it hardens under heat or UV radiation. It is slightly straw-coloured and has excellent filling properties, up to 6 mm.
It is suitable for all types of bonding, for both interior and exterior applications, except where capillary penetration is required.
Tensol’ Cement No.3 is recommended for signs and other special structures requiring extremely strong bonds and excellent filling properties. The equipment required includes a heatable mixing vessel and a suitable oven or UVA lamps for curing (polymerisation). More details are available on request.
NB: Some types of PERSPEX® are opaque to ultraviolet light and must therefore be heat-cured if this type of adhesive is used.
Tensol’ Cement No.12 is a colourless, low-viscosity, single-component solvent-based adhesive. Curing takes place by evaporation of the solvent, which leaves a polymer deposit in the bonding area.
It is a quick and easy-to-use adhesive that gives not excessively strong bonds and IS NOT SUITABLE FOR OUTDOOR APPLICATIONS.
The surfaces to be joined must match perfectly, with an adjustment of 0.05 mm. This adhesive is recommended for interior applications where bonding is not subject to high stresses. It is not suitable for laminating two or more boards together.
Tensol’ Cement No.70 is a two-component, rather low-viscosity product that cures by polymerisation at room temperature. It gives very strong bonds but has limited filling properties unless special precautions are taken to retain it in the joint cavity. It is transparent and virtually colourless. It may yellow slightly from exposure to weathering, but this does not affect the mechanical strength of the bond.
Tensol’ Cement No.70 is suitable for all types of work, both structural and decorative, except in the case of large gaps (>1 mm) or when the joint must be absolutely colourless. Containing no solvents that can evaporate, ‘Tensol’ Cement No.70 is also suitable for bonding large surfaces and for laminating PERSPEX® sheets.
It is also suitable for outdoor applications such as gluing letters on signs.
Other Techniques
PERSPEX® can also be bonded with pure solvents, such as dichloromethane, but these are only suitable for delicate work requiring colourless bonding without visible burrs and when the strength of the joint is not decisive. The surfaces to be joined must fit perfectly, with an adjustment of 0.025 mm. Gluings with solvents have poor weathering resistance and are not suitable for laminating. Since some solvents have been found to be carcinogenic to animals, if you choose to use a solvent, it is very important to scrupulously adopt the handling and use precautions recommended by the solvent manufacturer.
Safety Notes for the Handling and Processing of PERSPEX®
PERSPEX® sheets are hard materials. Sharp edges can cause cuts and splinters can cause eye injuries.
PERSPEX® acrylic sheets are also flammable and care must be taken to avoid contact with open flames and radiating elements.
Care must be taken that they are not overheated as they may begin to depolymerise emitting flammable vapours.
Source: www.albertiniplastics.com
ALBERTINI PRODOTTI INDUSTRIALI SRL – tel +39 0461 824242 – fax +39 0461 824200
The brands and names mentioned belong to their respective owners and may be registered in some countries.